


タップ加工による精密なねじ切りには、精度の高い下穴加工が欠かせません。タップの呼び径(太さ)にあった下穴を開ける必要があります。タップの下穴径が小さすぎると、タップの加工中にタップが折れてしまいます。反対に、タップの下穴径が大きすぎるとねじを入れた時にしっかりと止まらなくなります。 タップの前工程を見直し下穴加工の不良をなくすことが、タップの折損防止・ねじ精度向上のカギです。 この記事では精密ねじ切りを実現するタップの下穴と、ドリルによる下穴加工のポイントについて解説します。

タップの下穴加工で発生する課題には、以下のようなものがあげられます。
ドリルによる下穴加工は、ねじ精度を左右する重要な加工です。 下穴径が小さいと工具折損の原因となり、下穴径が大きいと加工不良の原因となるため、タップの径やねじ精度に合わせた適切な下穴をあける必要があります。 下穴径には、一般的に「ねじの呼び径」から「ねじピッチ」を引いた数値を用います。 例えば、M6×lのタップ加工の場合[6-1=5]となり、φ5mmが標準的な下穴径となります。 下穴の位置がずれている場合も、タップのピッチ通りにうまくタップが入っていかなかったり、タップの中心がずれてしまうことがあります。この時もねじ精度が悪化してしまいます。
一般的なドリルで止まり穴(貫通していない穴)の下穴加工をすると、穴底までタップ加工ができず、ねじの有効長が短くなってしまう場合があります。
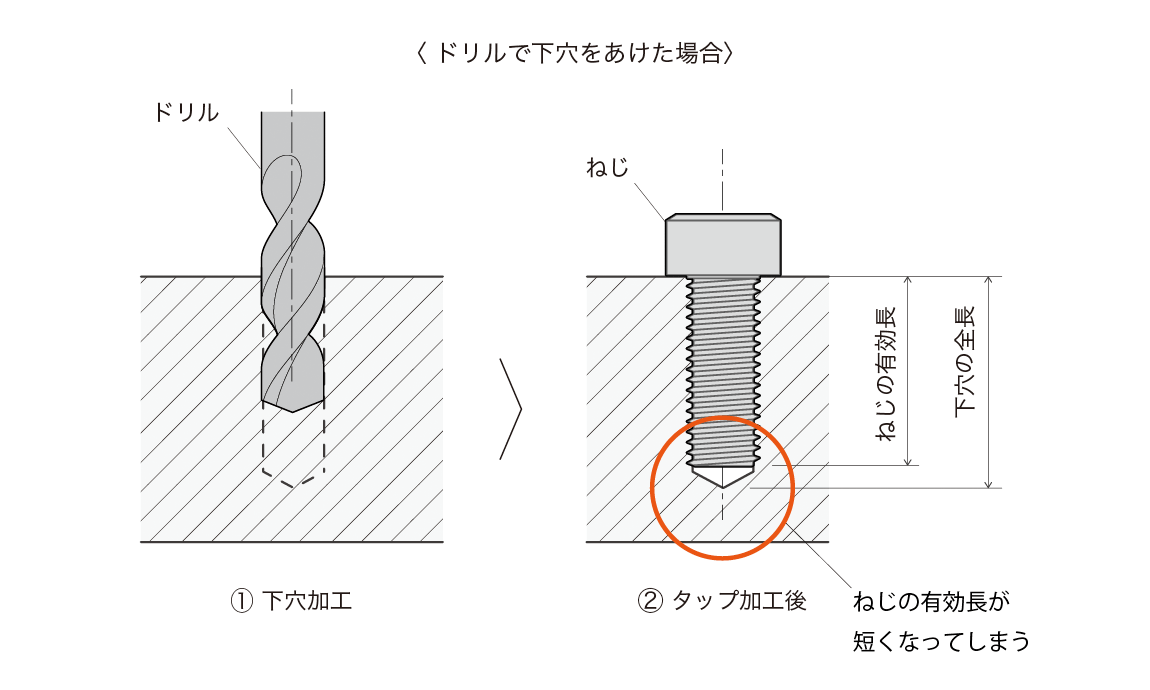
特に薄肉ワークなどでは、ねじの有効長を少しでも多く取る必要があるため対策が必要となります。
下穴の加工精度が悪く曲がりや変形があると、タップに掛かる負荷が増え工具折損の原因につながります。特に、タップの下穴が小さすぎる、下穴の位置がずれている、切削トルクが大きすぎる、下穴の底にタップが接触しているといった不良が工具折損につながります。 またタップの溝から排出される切粉の厚みが安定しないため、切り粉の絡みつきや噛み込みによる工具折損にも注意が必要です。
タップの下穴加工の不良改善やタップの折損防止には、以下のような対策があります。
下穴の径を改善するためには、ドリルの振れを考慮した加工工程がポイントです。 超硬ドリルやツールホルダなど、工具・周辺機器の選定も重要になります。
下穴の真円度が低いと、ねじ山の高さにばらつきが出てしまいねじ精度が悪化します。 真円度の改善には、高精度超硬ドリルや穴あけ後のリーマ加工が有効です。
深い下穴をあける際は、加工前にセンタ穴やガイド穴(深めの穴)をあけることでドリルの食いつきをよくし、工具の振れや位置ズレによる精度不良を防ぎます。
下穴加工時のドリルの振れを最小限に抑えるためには、ツールホルダーの選定が重要です。 下穴の要求精度が高い場合には、取付精度や剛性に優れた「焼きばめチャック」や「油圧チャック」などの検討も必要です。
ドリルによる下穴加工には「回転数」「送り速度」「送り量」の3つの要素があります。 各ポイントで切削条件を調整することで、精度不良を改善することができます。
ガイド穴にドリルを入る際は、回転数を低速にします。 回転による振れを最小限に抑えることで、ドリルをガイド穴に確実に挿入します。
注意) ドリルは必ず回転した状態で挿入してください 停止状態で挿入した場合、プログラムミスや段取りミスなど万が一のエラー時に、工具とワークの衝突により機械を破損する恐れがあります*
ガイド穴へ挿入後は、推奨の切削条件まで回転数を上げます。 深い下穴の場合、油穴付きドリルを使い工具先端からクーラントを吐出させ切粉を排出します。
加工後は再び回転数を低速に戻し、素早く引き抜きます。 ドリルの抜け際は負荷が大きいため、工具折損に注意が必要です。
これらに加え、ドリル加工前にセンター穴加工を実施することで、ドリルの食いつき精度を向上させ、ワーク進入時の曲がりを防止することができます。
ねじの有効長が確保できないのは、ドリルであけた穴底の先端角までタップ加工できないのが原因です。 ドリルの種類や工程を見直すことで改善することができます。
先端角がフラットなフラットドリルを使用することで、穴底を平坦に仕上げます。
一般的なドリルを使用する際は、ドリルで下穴加工をした後にエンドミルで座ぐり加工を行います。 フラットドリルとくらべ工程は増えますが、工作機械の搭載工具の種類に合わせた使い分けが重要です。
下穴の曲がりを改善するためには、ドリルのワーク食いつき時の振れを抑制することが肝心です。 前工程にセンタ穴加工を行うことで、ドリルの食いつきをよくし振れの発生を抑えることができます。
下穴加工ではドリル種類の選定もポイントです。 切削バランスにすぐれた3枚刃超硬ドリルや、耐熱性・潤滑性に富んだコーティングドリルを使うことで、高い真円度の穴加工が可能です。 また、超硬ドリルでのステンレス(SUS)の下穴加工等、難削材の加工の際には加工硬化にも注意が必要です。加工硬化が生じると、通常よりも下穴表面が固くなってしまい、後工程(リーマ・タップ)のトラブルや工具の摩耗が早くなってしまいます。ですので、刃先の摩耗をチェックしながら加工を行うことも大切です。
この記事では精密ねじ切りを実現するタップの下穴と、ドリルによる下穴加工のポイントについて解説しました。 タップに限らず、リーマ加工や中ぐり加工でも重要となる下穴加工。材料を無駄にしないためにも、加工条件にあった最適な下穴があけられるかが効能率の近道となります。


.png)




