


穴の内面にねじ山(雌ねじ)を切るタップ加工。複数のねじ山を効率よく加工する手段として、さまざまな工作機械で用いられています。この記事ではタップ加工で発生する課題と、最終工程で加工ミスをなくすために押さえておきたいポイントについて解説します。

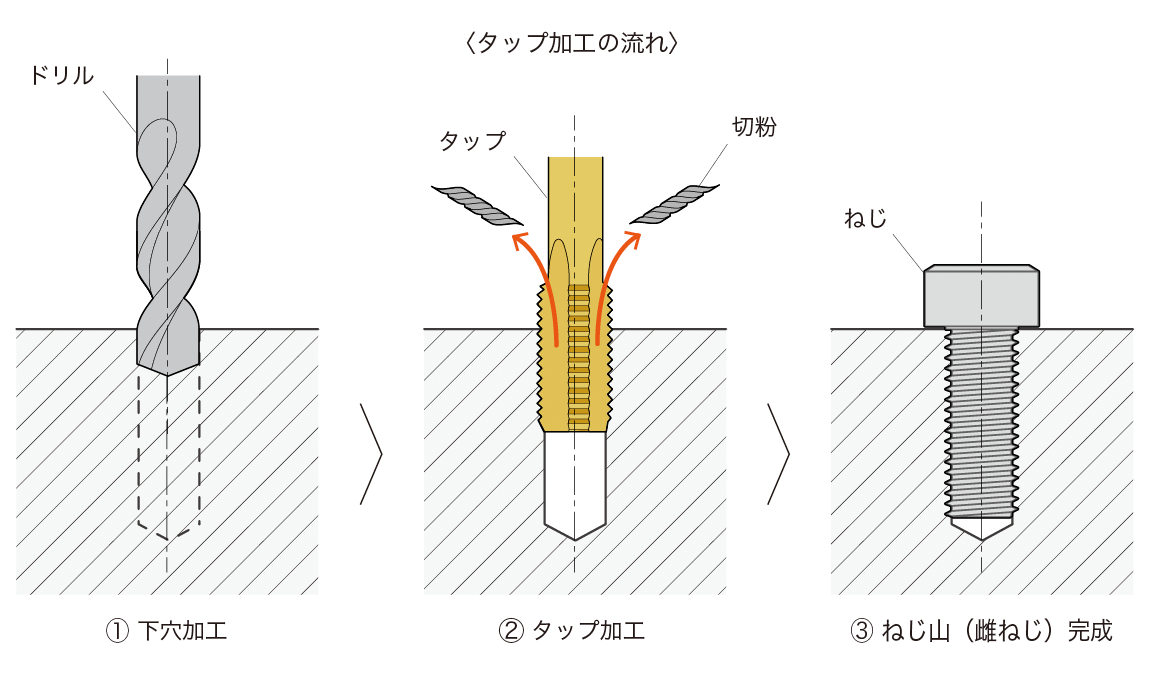
タップ加工とは、開けられた穴を加工することでねじが入る筋を成形する加工のことを言います。タップ加工で使われる専用工具はタップと呼ばれ、これを使って切れ刃側面の溝から切粉を排出しながら、穴の内面に雌ねじを切っていきます。
ドリル加工およびリーマ加工も穴加工として混同されやすいですが、ドリル加工はただ穴を開ける加工、リーマ加工は穴を広げることで要求される寸法などに合わせる加工、タップ加工はネジを受けるネジ穴を作る加工であるという違いがあります。
タップ加工で発生する課題には、以下のようなものがあげられます。
工具折損はタップ加工で一番多いトラブルです。タップ加工は切削抵抗が大きいため折れやすく、細いタップでは特に注意が必要です。タップは穴底に削った時に出る切粉が詰まってしまうと簡単に折れてしまうため、切粉の確実な排出が欠かせません。加工するねじ穴が小径になればなるほど切粉を排出するペースが小さくなるため、穴底に切粉が詰まりやすくなります。
切粉の絡みつきも、タップ加工に多いトラブルのひとつです。排出した切粉がタップやチャックに絡みついたまま加工を行うと、工具折損やワーク破損を引き起こします。量産加工では連続してタップ加工を行うことも多く、ドリルによる穴あけ加工にくらべ切粉の絡みつきが起きやすい傾向にあります。
ねじ精度不良は、最終製品の不良品につながります。ねじ精度はねじゲージなどの測定工具を使って検査しますが、抜き取り検査しか行わない場合は、加工不良に注意が必要です。
タップ加工の工具折損や精度不良の改善には、以下のような対策があります。
タップ加工の工具折損の大きな要因は「切粉詰まり」です。確実に切粉を排出するためにも、穴の種類(止まり穴・通り穴)に合わせたタップの使い分けが重要です。また下穴の加工不良(曲がり・穴径・穴深さ)もタップ折損の原因となるため、前工程の下穴加工にも高い精度が求められます。
穴が貫通していない止まり穴では、センタースルータイプの油穴付きタップを使います。タップ先端から高圧クーラントを噴出することで、穴底の切粉を洗い流し切粉詰まりを防ぎます。切粉の排出性を考慮し、タップを2D(タップ径の2倍)以上の深さまで一気に入れないように注意が必要です。
穴が貫通してる通り穴では、サイドスルーホールタイプの油穴付きタップを使います。タップ側面から高圧クーラントを噴出することで、穴側面の切粉を洗い流し切粉詰まりを防ぎます。
切り粉の絡みつきは、タップの溝から排出される切粉同士が絡み合い発生します。行き場を失った切粉が工具やチャック・シャンクに巻きつかないように、治具と工具との間に十分な加工スペースを確保する必要があります。
ねじ精度不良には、さまざまな要因があります。最終製品の不良品を防止するためにも、工具・周辺機器の選定や切削条件の調整が重要です。
ワークからタップを抜く際、軸方向に掛かる力でタップとねじ山が干渉し、ねじ山をつぶしてしまうことがあります。その場合は「緩衝構造」と「伸縮機能」を備えた専用のタップホルダを使います。タップホルダを使い軸方向の力を吸収することで、精度の高いタップ加工が実現します。
切削条件を調整することで、ねじ山のむしれを改善することができます。一般的に柔らかいワークの場合、切削速度を落とすことで擦れによるねじ山のむしれを抑制することができます。切削速度が遅いとタップの切れ味が落ちるため、タップやワーク種類に適した切削条件の調整が重要です。
刃先の溶着によるねじ山のむしれを防ぐには、油穴付きタップが有効です。加工点に直接高圧クーラントを噴出することで、潤滑性を向上させ刃先の溶着を防ぎます。水溶性クーラントから不水溶性クーラントに変更することで、摩擦抵抗を軽減させることも効果的です。
ねじ精度不良発生の主要な原因は切粉であることが多く、「切粉排出性」に焦点を当てるのも良いでしょう。
タップは加工中に工具が折れてしまうと除去が難しく、場合によってはワーク廃棄につながることがあります。折れたタップの除去には、放電加工やタップ除去用ドリルを使って穴を開けるなど、さまざまな方法がありますが、いずれも大変な時間と労力が掛かります。そのため加工中にタップが折れないように、細心の注意を払う必要があります。
この記事ではタップ加工で発生する課題と、最終工程で加工ミスをなくすための押さえておきたいポイントについて解説しました。 タップ加工は金属加工の基本技術。加工中の折損を防ぐためにも、いかに切粉を排出するかがねじ精度向上のカギとなります。


.png)




