


超硬ドリルとは、超硬合金を材料としたドリル工具で、切削加工を行う際には、炭素鋼から耐熱合金まで幅広い被削材に対応しています。超硬合金とは、高い硬度と高温時にも硬度低下が少ないことを特徴とした合金で、タングステンカーバイドや結合剤となるコバルトを混合し、目的に合わせて炭化チタンなどを添加した材料です。 この記事では超硬ドリルのメリット・デメリットと、選定のポイントについて解説します。

金属加工に用いられる代表的なドリル材種には、超硬ドリルとハイスドリルがあります。加工時間やコスト等、満たすべき要求に応じた選定が必要になりますが、超硬ドリルを採用する際のメリットやデメリットには、以下のようなものが挙げられます。
超硬ドリルのメリットとしては、耐摩耗性に優れている点に加え、高速切削に向いている点が挙げられます。
ドリルの材質としては、鋼にタングステンやクロム、コバルトなどを配合した高速度工具鋼(HSS:ハイ・スピード・スチール)を材料としたハイス鋼のドリル(*ハイスドリル)がありますが、超硬はHSSに比べて耐摩耗性に優れています。 ドリルとして使用する際に、超硬ドリルはハイスドリルに比べ、工具寿命が長い点がメリットです。
超硬は、高温時の硬度低下が発生しにくい特徴があるため、切削時に工具が高温になりやすい高速での切削においても、性能が低下しにくい点がメリットとなります。 HSSは、高速切削により工具が高温になることで硬度低下が生じるため、超硬ドリルの方が高速切削に向いているといえます。
ここまで紹介した超硬ドリルのメリットに対して、靭(じん)性がない点やHSSと比較してかなり高価である点が超硬ドリルのデメリットとなります。
超硬ドリルは、靭性が低いことが弱点として挙げられます。靭性が低いと曲げや振動が発生した際に工具が耐えられず破損しやすいため、それらの要因となる切りくずの処理を適切に行う必要があります。 一方で靭性が低いことで、加工時に穴が曲がりにくく、高精度に加工できるといった面もあります。
超硬ドリルはコストが高いことから、HSSと比べて高価な点がデメリットとして挙げられます。 一方で、HSSに比べて耐摩耗性に優れていることから、加工条件によってはHSSを採用するよりも超硬ドリルを採用した方が、結果的にランニングコストを低く抑えられる可能性があります。
超硬を材料として製造される代表的なドリルには、ソリッドドリルやスローアウェイドリルが挙げられます。
ソリッドドリルとは、シャンクから刃先までが一体構造となっているドリルで、小径ドリルのラインナップが豊富で、高い加工精度を実現できる点が特徴的です。 使用を続ける中で摩耗し、性能が低下した刃具を再研磨することで切れ味を復活させることが可能なため、長期的なランニングコストを安く抑えられる点が大きなメリットとなります。
スローアウェイドリルとは、ドリルの本体と刃先が分かれており、ドリルの刃先部分を交換して使用できるドリルです。 工具寿命により刃先が消耗した際に、ドリル全体を交換することなく刃先のみを交換すればいいため、突き出し長さを間違えにくいといったメリットがあります。また刃先のみを交換するため、特に複数のチップを組み合わせるタイプは加工穴径が大きい場合に用いられ、ラインナップやコスト面が優れています。
超硬ドリルにはさまざまな種類がありますが、その選定をする際には穴径や加工する深さ、加工精度、ワーク材質などを考慮する必要があります。
超硬ドリルを穴径・深さの観点で選定する際には、それぞれ以下のようなポイントが重要です。
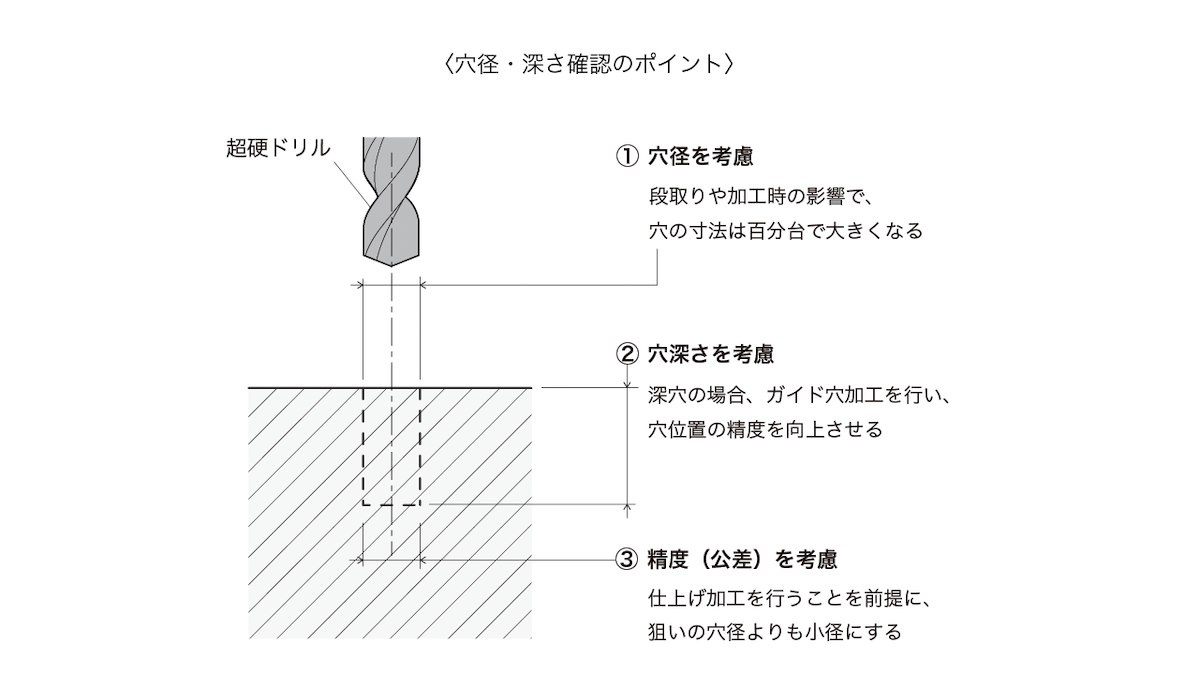
ドリル加工を行う際には、工具を設備に取り付ける際に取り付け精度や食いつき、加工時に発生する振動などの影響で、工具径に対して穴の寸法は百分台で大きくなります。 狙いの穴径を実現する工具を選定する際に、注意すべきポイントのひとつです。
穴深さが直径の10倍以上(L/D≧10)となる場合には、ロングドリルが使用されます。 ロングドリルは、全長が長いほど食いつきが不安定になり、加工中にドリルが破損したり、加工穴が曲がってしまったりする可能性があります。そこでガイド穴加工用のドリルを選定し、穴位置の精度を向上させます。
高い精度が要求されるはめあい公差などを実現する場合には、ドリルによる穴加工を行った後に、リーマやボーリングで仕上げ加工を行うことがあります。 ドリルで加工を行う穴径は、仕上げ加工を行うことを前提に、狙いとする穴径よりも小径にする必要があるため、ドリル径の選定を行う際には注意が必要です。
超硬ドリルを選定する際には、ワーク材質との関係や油穴が必要かどうかを考慮して選定する必要があります。
超硬ドリルは、被削材となるワークの材質に合わせて工具の材質を変更する必要があります。 工具メーカは、炭素鋼を加工する場合にはP種、アルミ合金を加工する場合にはN種というように、被削材ごとに推奨を設定しているため、それに合わせた工具材質の選定が効果的です。
低炭素鋼やアルミ合金などを加工する際には、切粉の分断や排出が問題になることがあります。そのような場合には「油穴付きの工具」を選定し、クーラントを排出しながら加工することで、切粉の影響を最小化することが可能です。
超硬ドリルを用いた加工をする際には、工具長や切粉の排出性を考慮して加工条件を設定することが必要です。
ドリル工具は、加工したい穴の深さにより、工具の突き出し量が大きく変化します。 工具の突き出し量が大きくなると、振れの影響が大きくなるため、工具長に合わせて切削速度や回転送り量などの加工条件を設定する必要があります。
切削加工時に発生する切粉が工具ホルダなどに巻きつくと悪影響が生じるため、切粉の分断有無にかかわらず、発生した切粉をスムーズに排出できるような加工条件を設定することが重要です。
被削材別に推奨される超硬ドリルの切削速度と回転送り量の目安は、以下の通りです。
引用元:
[Nachi]アクアドリルEXシリーズカタログ(*2022/7月掲載版 - CATALOG NO. 2292-5)
https://www.nachi-fujikoshi.co.jp/web/pdf/2238-7.pdf
[Nachi]DLCドリル・ミルシリーズカタログ(*2022/7月掲載版 - CATALOG NO. 2238-7)
https://www.nachi-fujikoshi.co.jp/web/pdf/2292-5.pdf
NCプログラムへの切削条件の入力時に必要となる「回転数」や「切削送り速度」の算出の際に上記表をご参考ください。


.png)




