


バリは切削加工の工程で発生する、意図しない金属の「かえり」です。 バリはそのまま放置すると、部品同士の組み付けに支障をきたしたり、部品同士が滑らかに動かなくなったりと次工程でのトラブルや怪我の原因となるため、バリの発生を抑えた加工や確実なバリ取りが欠かせません。 この記事では切削加工で避けて通ることのできないバリの原因と、その対策について解説します。
.png)
バリはワークの削り残しや切粉が、押し出されるようにして突き出たものです。 切削加工では大きなバリから小さなバリまで、必ず発生すると言っても過言ではありません。バリはその発生過程から「ポアソンバリ」と「ロールオーババリ」の大きく2つに分類されます。
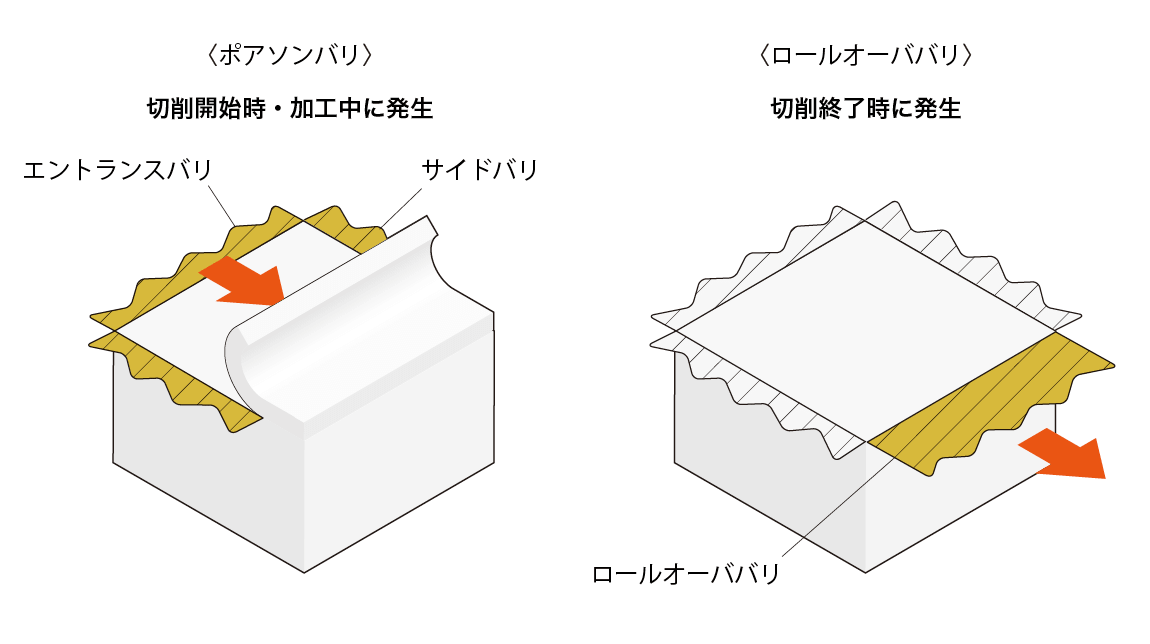
ポアソンバリは、切削の開始時・加工中に発生するバリです。 工具がワークに食い込む際に、削りきれなかったワークの一部が外側に押し出されて発生します。 切削開始時のポアソンバリは「エントランスバリ」、加工中の側面に発生するポアソンバリは「サイドバリ」とも呼ばれます。一般的にロールオーバーバリよりは小さくなります。
ロールオーバーバリは、切削の終了時に発生するバリです。 工具がワークから離れる際に、削りきれなかった切粉の一部が切削方向へ押し出されて発生します。 一般的には、ポアソンバリよりも大きくなります。
バリは金属加工において深刻なトラブルを引き起こします。 バリに起因して発生する課題には、以下のようなものがあげられます。
バリの発生は、加工精度の低下を招きます。 バリによって部品の測定時に寸法誤差が生じるだけでなく、バイスやクランプなどの治具にバリを噛みこむことで、加工面が傾いてしまい加工不良の原因となります。さらに、組み立て時のバリの存在や、バリが剥がれて部品同士の間に挟まると、組み立て時の精度も悪化します。 ドリルやエンドミル用の工具は切削加工を行いますが、工具のエッジにバリがついていると鋭いエッジになりません。 したがって、バリはできるだけ発生直後に除去しなければなりません。
バリに気づかないまま製品に組み込んでしまうと、製品寿命の低下や不良品の流出を引き起こします。 機械部品では組み付けや摺動が悪くなり故障が発生、電機部品ではショートが発生するなど、さまざまなトラブルの原因となります。
鋭利なバリは、作業者の怪我にもつながります。 バリを放置したまま組み立て工程へ流すと、作業者の怪我の原因となり危険です。 ワークの搬送や段取り時の怪我にもつながるため、バリの出ているワークの取り扱いには注意が必要です。 また、作業者だけでなく、エンドユーザーがバリによって怪我を負うリスクが考えられますが、これは製造物責任法に関わる重大問題となります。
バリはワークや切粉の一部が変形し発生します。
ワークが削りきれず、工具で押し込まれることによって塑性変形し、バリへと変化します。 (塑性変形:変形した金属がもとに戻らない状態)
ワークが工具から逃げてしまい、弾性変形によりバリへと変化します。 (弾性変形:変形した金属がもとに戻ろうとする状態)
ワークの靭性(粘り)が高く切粉が切断できないと、その一部がワークの外側に押し出されバリへと変化します。
バリの発生を防止するためには、工具選定や加工工程の見直しが欠かせません。
工具の切れ味や強度など、工具選定を見直し対策をします。工具については、すくい角を大きくする、刃先を鋭利にする、切削油を用いてすくい面摩擦係数を小さくする等、剪断(せん断)角が大きくなるような条件を選定することが基本です。しかし、単純に工具を鋭くすると、強度面での問題が発生するので注意が必要です。
すくい角が大きく、切れ味の良い工具を選定することでバリの発生を防ぎます。 一般的にすくい角が大きいほど切粉が薄くなり、バリが発生しにくくなります。 刃先が摩耗し切れ味が落ちると大きなバリが出やすくなるため、早めの工具交換や工具管理が重要です。
強度が高い工具を選定し、刃先を鋭利に保つことでバリの発生を防ぎます。 超硬やセラミック工具などの硬い工具が効果的です。 ワークに対して工具の強度が必要以上に高いとチッピングの原因となるため、素材によって工具を使い分けることが重要です。
バリ取りや切削パスなど、加工工程を見直し対策をします。 自社製品の加工であれば、設計段階からバリの出にくい形状を想定することも重要です。
荒加工で出したバリを、仕上げ加工で除去します。 仕上げ加工では切削条件を落とし、バリ取りを兼ねた工程にします。 マシニングセンタなどによる連続加工では、バリ取りブラシや専用カッターを使うことで、次工程へのバリ付き製品の流出を防止することができます。
後工程でバリを取りやすくするため、意図した方向にバリが出るように切削の送り方向を考慮します。 ワークの外側にバリが出るように切削パスを変えることで、後工程でバリが取りやすくなります。 また平フライスによる平面加工やエンドミルによる側面加工では、刃先の向きもバリ発生に大きく影響します。 一般的には刃先が上を向くアップカット(上向き削り)よりも、下を向くダウンカット(下向き削り)の方がバリの発生を抑えることができます。
後工程でバリを取りやすくするため、一次加工でバリが極力小さくなるように考慮します。 バリを小さく抑えるためには、一度に大きく削らず複数のパスに分け加工をすることが重要です。 工具の送り方向を変えることで、バリを小さくすることもできます。
切り込み量や回転数など、切削条件を見直し対策をします。 切削条件の調整は、加工効率や仕上げ面の品質にも影響するため、バランスが重要です。
切り込み量を小さくすることでワークの塑性変形を抑え、バリを小さくします。 工具の刃数を増やし、一刃あたりの切込み量を減らすことも効果的です。 切り込み量が浅過ぎると、工具がワーク上面を滑る「スリップ現象」を起こしてしまうため注意が必要です。
クーラントによって摩擦熱によるワークの変形や溶着を防ぎ、バリの原因となる削り残しをなくします。 高圧クーラントを使うことで、バリの原因となる工具に絡みついた切粉や、ワークに残った微細なバリを洗い流すこともできます。
回転数と送り速度を下げることでワークの塑性変形を抑え、バリを小さくします。 切削条件を下げることで大きな塑性変形はなくなりますが、加工効率も大きく下がります。 そのため仕上げ加工時だけ切削条件を落とすなど、加工工程の工夫も必要です。
この記事では切削加工で避けて通ることのできないバリの原因と、その対策について解説しました。 バリの発生原因はワークの材質や形状によってさまざまですが、バリそのものが発生しにくい加工工程にすることが重要です。 切削加工の技術向上のため、バリの少ない機械加工を目指しましょう。



.png)



